Balancing Tool Holder Technology
- Share :



- 1,994 Reads
อุตสาหกรรมการผลิตสมัยใหม่ มีการพัฒนาและออกแบบเครื่องจักรให้สอดคล้องกับกระบวนการผลิตมากยิ่งขึ้น จากความต้องการที่เน้นตอบสนองเรื่องเวลาในการผลิต (Cycle time) รูปแบบชิ้นงานที่มีความซับซ้อน (Complex part) และคุณภาพผิวที่ดีขึ้น(Good surface finish)
ดังนั้นผู้ผลิตจึงมีการเพิ่มศักยภาพต่างๆ ของเครื่องจักร ดังเช่นการเพิ่มประสิทธิภาพของความเร็วรอบของสปินเดิล (Spindle Speed)ให้สูงมากกว่า 10,000 รอบ/นาที เพื่อให้เป็นไปตามเป้าหมายการผลิตและสามารถสร้างผลกำไรได้มากขึ้น ดังนั้นจึงจำเป็นเลือกใช้รูปแบบอุปกรณ์จับยึดเครื่องมือตัด (Tool Holder) ให้ถูกต้องและมีประสิทธิภาพ
หากกล่าวถึงการใช้ Tool Holder ให้เกิดประสิทธิภาพนั้น จะต้องคำนึงถึง 3 องค์ประกอบดังนี้
1. ความแข็งแรง (Rigidity)
2. ความแม่นยำ (Accuracy)
3. ความสมดุล (Balance)

ภาพที่ 1 ตัวอย่าง Tool Holder ประเภท Shrink fit ที่มีแข็งแรงและความแม่นยำสูง
ซึ่งปัจจุบันสิ่งที่ผู้ผลิตชิ้นส่วนอุตสาหกรรมต่างๆ มักมุ่งเน้น เรื่องความแข็งแรงและความแม่นยำของ Tool Holder เป็นหลัก ซึ่งทางปฏิบัติโรงงานอุตสาหกรรมส่วนใหญ่จะตรวจสอบแต่เพียง ค่า Static Run – out และนำไปใช้งานต่อ แต่ที่จริงแล้วเรื่องการตั้งค่าความสมดุลของ Tool Holder เป็นสิ่งที่ขาดไม่ได้ด้วยเช่นกัน เมื่อเกิดกรณีการใช้ความเร็วรอบสูงมากเกินไป จะส่งผลให้เกิดความไม่สมดุล (Unbalance) ซึ่งจะมีผลกระทบต่างๆ ดังนี้
1. สปินเดิลเกิดการสั่นสะเทือน ทำให้เกิดการสึกหรอก่อนกำหนด
2. อายุการใช้งานของเครื่องมือตัดสั้นลงหรือทำให้เกิดการแตกหักเสียหาย
3. คุณภาพของผิวชิ้นงานออกมาไม่ดี ซึ่งต้องใช้เวลาในการผลิตมากขึ้น
สาเหตุต่างๆ ที่ทำให้ Tool Holder เกิดความไม่สมดุล
1. การที่รูปแบบเครื่องมือตัดไม่สมมาตร ดังเช่น กลุ่มเครื่องมือตัดพิเศษ (Special Tool)
2. ข้อบกพร่องต่างๆ ของการออกแบบรูปทรงของ Tool Holder หรือวัสดุที่ใช้ไม่เหมาะสม
3. การเพิ่มอุปกรณ์ต่างๆ ไปรวมอยู่ที่ Tool Holder เช่น การต่อความยาว , Pull stud, Screw เป็นต้น
หลักการทำงานสำหรับ การ Balancing Tool Holders
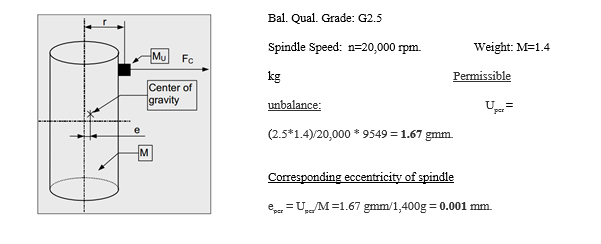
1. การคำนวณหาค่า Balancing of Tool Holders Permissible Residual Unbalance เพื่อนำค่าดังกล่าวไปถ่วงสมดุล (Balancing) โดยการเพิ่มหรือลดน้ำหนักที่ตัว Tool Holder และทดสอบที่ Balancing Machine

ตัวอย่างการคำนวณ
2. เกณฑ์ของการ Balance แต่ละกระบวนการผลิต
G 4000 - เพลาข้อเหวี่ยง / การขับของเครื่องยนต์ดีเซลที่มีจำนวนกระบอกสูบไม่สม่ำเสมอ
G 100 - ระบบเครื่องยนต์ (เบนซินหรือดีเซล) สำหรับรถยนต์ รถบรรทุกและหัวรถจักร
G 40 - ล้อรถ, ชุดล้อและเพลาขับ
G 16 – ส่วนประกอบเฉพาะของเครื่องยนต์สำหรับรถยนต์รถบรรทุกและหัวรถจักร
G 6.3 – เครื่องมือ เครื่องจักรและชิ้นส่วนเครื่องจักรทั่วไป
G 2.5 – การหมุนของเครื่องมือตัดสำหรับเครื่องจักรซีเอ็นซี
G 1 – เครื่องเจียรไน
G .4 – แผ่นดิสก์และงานเจียระไนที่มีความละเอียดสูง
ซึ่งในปัจุบันส่วนใหญ่ในการผลิตชิ้นส่วนต่างๆ หรืองานแม่พิมพ์ จะนิยมใช้เกรด G2.5 อีกทั้งยังมีเครื่องจักรที่ช่วยในการ Balancing ของ Tool Holder เพื่อเป็นมาตรฐานและสะดวกมากยิ่งขึ้น ดังรูปภาพที่ 2

ภาพที่ 2 Balancing Machine
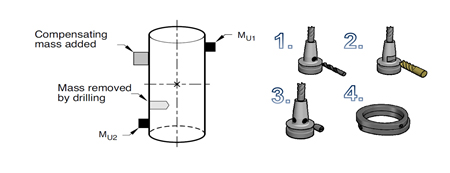
3. วิธีการ balancing ของ Tool Holder หลักจากได้ค่า Permissible unbalance = 1.67 gmm. มาแล้วจะทำการปรับตั้งค่าที่ตัว Tool Holder โดยมี 4วิธีหลักๆ คือ
1. การลดน้ำหนักโดยการเจาะ (Drilling)
2 . การลดน้ำหนักโดยการกัด (Milling)
3. การเพิ่มน้ำหนักโดยขันสกรู
4. การเพิ่มน้ำหนักโดยใส่แหวนรอง (Ring)
ซึ่งวิธีการทั้งหมดนี้จะต้องทำการปรับพารามิเตอร์ทั้งหมดที่ซอฟแวร์ของ Balancing Machine เช่น ขนาดของสว่าน ความลึกรูเจาะ องศาปลายดอกสว่าน เพื่อที่จะคำนวณหามวลและทดสอบการ Balance ได้อย่างถูกต้อง
ภาพที่ 3 Unbalance compensation
4. รูปแบบงานที่จำเป็นสำหรับการนำ Balancing ไปประยุกต์ใช้ที่ให้เกิดประสิทธิภาพ
1. ลักษณะงานที่จับด้ามยาว ที่ความเร็วรอบต่ำ และมีรูปร่างขนาดใหญ่
2. ลักษณะงานที่จับด้ามยาว ที่ความเร็วรอบสูง สำหรับงานเก็บละเอียด
3. สำหรับเครื่องมือตัดที่มีขนาดเล็ก (Small Cutting Tool)
4. สำหรับเครื่องมือตัดพิเศษ (Special Tool & From Tool)

ภาพที่ 4 รูปแบบงานที่จำเป็นสำหรับการนำ Balancing
5. ข้อดีของสำหรับการ Balancing มีหลายประการดังนี้
1. ยึดอายุการใช้งานของสปินเดิลเครื่องจักร
2. สามารถเพิ่มความเร็วรอบและอัตราป้อนได้มากยิ่งขึ้น
3. สามารถลดเวลาในการทำงานได้ (Reduce Cycle time)
4. เพิ่มอายุการใช้งานและประสิทธิภาพของเครื่องมือตัด
5. สามารถปรับปรุงคุณภาพผิวได้ดีขึ้น
จากข้อมูลต่างๆ ตามที่ผู้เขียนได้กล่าวมาเบื้องต้นนั้น การ Balancing ถือว่ามีความสำคัญเป็นอย่างมากสำหรับการผลิตสมัยใหม่ที่ต้องการควบคุมเวลา รูปร่าง และคุณภาพผิวชิ้นงาน จำเป็นจะต้องเรียนรู้หลักการและการนำไปประยุกต์ใช้อย่างถูกต้อง เพื่อจะทำให้เกิดประสิทธิภาพสูงสุดต่อการทำงาน
ข้อมูลอ้างอิง : HAIMER GmbH , http://www.haimer-usa.com/
ผู้เขียน